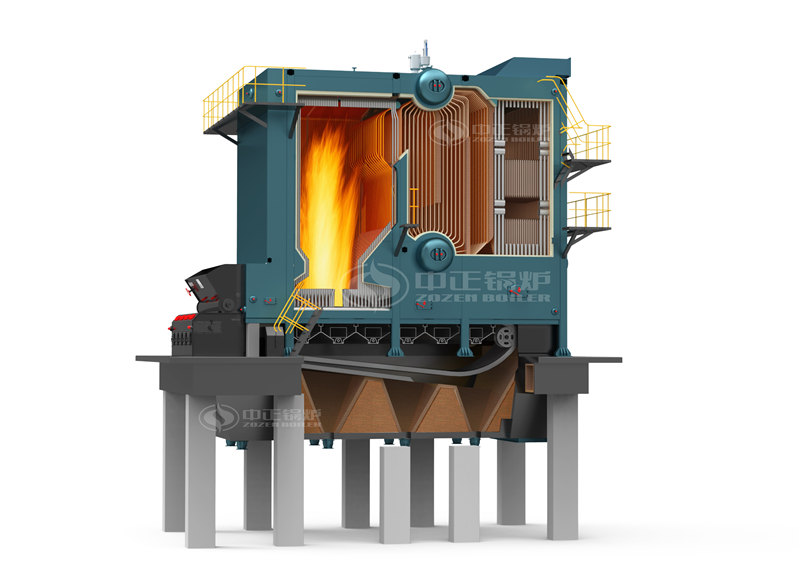
娄底60吨燃煤锅炉节能技术,中正WNS系列卧式内燃全湿背燃油/燃气锅炉,烟气流程分为二回程和三回程二种形式。燃料经燃烧器燃烧后形成的火炬充满在全波形炉胆内,并通过炉胆壁传递辐射热,此为第一回程。燃烧产生的高温烟气在回燃室内汇聚,转向进入第二回程,即螺纹烟管管束区,经对流换热后,烟气温度逐渐降低后至前烟箱,二回程锅炉烟气从前烟箱出锅炉本体进入设置在炉顶的节能器和冷凝器,三回程锅炉烟气从前烟箱转向进入第三回程,即光管管束区,随后经后烟箱进入节能器,最后流入烟囱,排入大气。
每个旋风分离器回料腿下布置一个非机械回料阀回料为平衡式流化密封风用高压风机单独供给。以上三部分构成了循环流化床锅炉的核心部分——物料热循环回路与石灰石在燃烧室内完成了燃烧及脱硫反应经过分离器化的烟气进入尾部烟道。锅炉采用前墙四个点给煤为防止炉内烟气反窜到给煤系统中在给煤系统中通入次风作为正压密封。锅炉排渣采用两台滚筒式冷渣器布置炉膛前底部。配风系统锅炉采用并联系统即各个风机单独设置。锅炉需配设一次风机、二次风机、高压风机及引风机。采用平衡通风方式压力平衡点设在炉膛出口。点火系统为加快启动速度节省燃油采用床下启动的方式床下布置两只热烟气发生器具有加热效率高加热均匀启动速度快且点火可靠性高等优点。每只启动燃烧器均配有火焰检测器确保启动中的安全性。
安全阀安装前进行定压试验将安全阀在试验台上进行开启压力和控制压力度验并做标记。焊接探伤本锅炉为双锅筒横置式蒸汽锅炉锅炉受热面承压管子的连接方法是单面V型坡口对接接头熔化焊的焊接结构为了确保焊接质量优良特制定如下施工工艺。施焊前的准备工作。原材料的复验及验证性试验。首先根据锅炉厂的“产品质量证明书”对受元件的材质在施工前进行复查包括主体和焊材从材料的质保书、制造厂的化验章、元素含量、机械性能衡量其用钢是否符合计要求对可疑的部件进行抽样复查。锅炉本体上使用的各类管子在使用前要有材质合格证按照《电建规》锅炉机组篇和装箱单对部件进行地全面清点进行100%的外观检查管子如有重皮、裂缝不得使用管子表面的凹坑、裂痕等局部缺陷不得超过管子壁厚的10%检查结果必须符合材质合格证纸设计条件和证明书的要求。
娄底60吨燃煤锅炉节能技术,锅筒锅筒内径为1500mm壁厚为46mm筒体全长10566mm筒身由20g钢板卷焊而成封头是用同种钢板冲压而成。锅筒内部装置由旋风分离器、顶部分离板、连续排污管、加药管等组成。旋风分离器直径为Ф315mm共44只。由旋风分离器出来的蒸汽穿过上部波形板箱再经锅筒顶部波形板分离器箱然后由蒸汽引出管到过热器系统。在锅筒顶部布置有波形板分离箱做为细分离并在波形板分离器下装有12根水管把分离箱中带进的水分再送回锅筒的水容积之中以保证蒸汽品质。在集中下降管进口处布置了十字挡板消除下降管带汽及抽空现象锅筒上除布置必需的管座外还布置了再循环管座吹灰管座备用管座。

在定期放渣时一般是设定床层压力或控制点压力的上限作为开始放底渣的标准。设定床层压力或控制点压力的上限作为停止放渣的标准。进行排渣时排渣量的大小是通过调节排渣风量来控制的对于选择性、多仓式流化床冷渣器来说如何控制好选择仓及其它冷却仓的床压及床温至关重要。各室流化风量从选择仓到各冷却仓依次减小此风压和风量的值应在实际运行中确定下来选择仓的流化风量不宜太大否则会造成大量细颗粒夹带一些大颗粒返回到炉膛影响渣往后排至冷却仓风量太小选择仓内的渣就可能会流化不充分局部结焦堵塞选择仓甚至一直把排渣管堵死,娄底60吨燃煤锅炉节能技术。
未来,中正锅炉将继续绿色制造和智能制造并举,促进高品质发展,努力把自己打造成工业锅炉制造业领军企业,为更多消费者提供产品和服务,让“中正”品牌成为全世界认可的著名锅炉品牌。