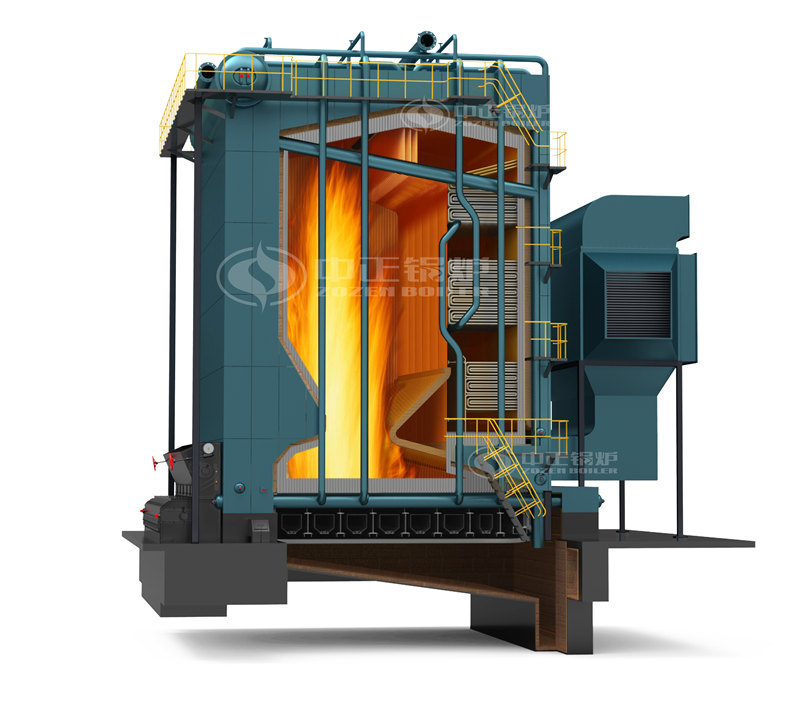
济宁五十吨燃煤锅炉节能技术,运行时燃料自加煤斗落到炉排上进行燃烧,高温烟气经过后拱反射至炉前进入炉膛,经过辐射受热面辐射换热后,进入对流受热面进行对流换热,然后通往余热锅炉,再进入空气预热器,最后进入除尘、脱硫系统,后烟气由引风机抽引通过烟囱排向大气。
对焊接的技术要求铝母线气焊采用301#或302#纯铝焊铝焊粉。铜母线气焊可采用201#或202#紫铜焊条铜焊粉或硼砂。为节约材料亦可用废电线芯或废电缆芯线代替焊条但表面应光洁无腐蚀并须擦净油污方可施焊焊口处根据母线规格留出1—5毫米间隙然后由工施焊。焊缝应对口平直不得错口。必须对面焊接焊缝应凸起呈弧形除允许剔掉个别多余的焊瘤外焊缝不得锉平。焊缝不得有裂纹、夹渣、未焊透及咬肉等缺陷。焊完在未冷却前用足量的水洗净焊药。母线的螺栓连接。铜、铝线钻孔尺寸及螺栓规格应相符。母线采用螺栓连接时垫圈应选用专用厚垫圈并必须配齐弹簧垫。螺栓、垫圈及弹簧垫必须用镀锌件。螺栓长度应考虑在螺栓紧固后能露出螺母外5—8mm,济宁五十吨燃煤锅炉节能技术。
制吊装汽包用的临时支架支架固定在钢架。安装后质量标准1钢架各立柱的位置偏移不得超过5mm。2钢架柱间距偏差每米不得超过1mm全长内不得超过10mm。3各立柱、横梁的标高偏差不得超过±5mm。4钢柱的不铅垂度为长度的2/10005对角线允许编差长度的5/1000最大不大于15。平台、扶梯安装根据钢构件的安装情况应尽量早安装平台、扶梯以利于构件稳定和施工安全。安装栏杆立柱时应垂直间距均匀拐弯附近应安装一根立柱同侧各层平台的栏杆、立柱应尽量在同一垂直线上。按图先下后上的安装。在平台、架、扶梯等构件上不应任意割孔必要时在割切后应加固。平台、扶梯、托架、栏杆、立柱和围板等安装应平直牢固接头处应光滑。在安装中不能随意割或拉长梯子斜度和上下踏步与联接平台的间距。平台、梯子、撑架安装尺寸允许偏差.1长度每米长度为0mm/-2mm最大不超过+10mm-10mm2宽度整个宽度偏差为±5mm。挠度和弯度长度小于6m时为5mm长度小于10m时为6mm。拉网板、花纹板的长度偏差±10mm宽度±5mm。扶梯的旁弯度为5mm。

过热器管损坏过热器管损坏的现象蒸汽流量不正常的小于给水流量严重时锅炉汽压下降。炉膛负压不正常地减小或变正压由不严密处向外喷汽和冒烟过热器后的烟汽温度降低或两过热器管损坏的原因化学监督不严汽包内汽水分离器结构不良或存在缺陷致使蒸汽品质不好在过热器内结垢检修时又未彻底清除引起管壁温度升高。燃烧不正常致使过热器处的烟温超高。由于运行工况或煤种改变引起蒸汽温度升高而未及时调整处理。在点火升压过程中过热器通汽量不足而引起过热。过热器结构布置不合理受热面过大蒸汽分布不均匀蒸汽流速过低引起管壁温度过高。
中正锅炉始终坚持为用户提供,方便节能的科技创新理念,愿与更多有科技需求的企业携手,为重返蓝天碧水而努力,济宁五十吨燃煤锅炉节能技术。